色差是纺织品行业常见的一种质量瑕疵,它是纺织品外观质量品质检测的一项重要指标。在纺织品行业中,纺织布品颜色检测是影响纺织品品质的主要因素,精确的颜色特征信息对纺织企业尤为重要。本文对纺织品的色差及色差测量方法做了介绍,对此感兴趣的朋友可以了解一下!

纺织品的色差指什么?
色差是两个染色样本在颜色感知上的差异,即明度、彩度和色相三个色彩值的综合表现。
纺织品色差主要分为样品色差(又称原样色差)和部分色差这两大类。其中,部分色差又分为前后色差、左中右色差、正反色差。
原样色差主要是由染料配色不当,染料质量较差等因素造成染色纺织品与标准色卡在色相和饱和度上的差异。
前后色差:纺织品在染整加工中由于纺织品加工的时间和温度,半制成品的质量,染剂浓度的变化等因素引起的纺织品颜色的变化,导致同一色号不同时间先后染出的纺织品在色相与深度上存在差异,即所谓的前后色差。
左中右色差:指同一批染色纺织品在其左、中、右位置出现H分量与S分量的差异,即纺织品在色相和饱和度两方面的差异。
正反色差:指存在于纺织品正面与背面的颜色差异。
纺织品色差测量方法:
1.目视测色法
对于两个颜色之间差别的视觉判断,主要有两种直观的评价,即可感知性(perceptibility)和可接受性(acceptability)。可感知性是指观察者能够看到颜色的差别或能够判断两个颜色样品对之间色差的人小的视觉属性;而可接受性则表示观察者是否可以接受被观察颜色差别的视觉判断。
目视比较和判断具有较大的主观性和易变性,在工业生产中不直接作为颜色质的评价依据。因此,仪器测色显得尤为重要。但是,物理测量的数据应该能预测观察者所看到的情况,即需要有合适的色差公式,使之计算出来的色差能够预测目视色差。
2.仪器测色法
两带色样品间的颜色在颜色知觉上的差异可用“色差”来表示。1976年以来,出现了多种色差公式如CMC(1:c)色差公式,CIE1976(△L*△Cab*△Hab*)色差模型、CIE DE2000色差公式、CIE1976(L*a*b*)色差公式等。其中CIE 1976(L*a*b*)色差公式是国际上公认的色差公式。色差包括明度差、彩度差和色相差三个方面。我们常说的色差是这三方面色差经一定公式计算后得出的总色差值。
在与颜色感觉一致的均匀颜色空间内,两个颜色样品之间的色差表示为其坐标点之间的距离,即:

式中,L1*,a1*,b1*和L2*,a2*,b2*分别是两个样品的坐标值。色差公式的几何意义,是在均匀颜色空间以标准色样的坐标点为中心的一个椭球,其在L*、a*、b*三个方向的半轴长分别为(L1*-L2*)、(a1*-a2*)和(b1*-b2*)。若规定椭球内的颜色满足色差容限的要求,则椭球外的颜色与标准色样的色差超出了色差容限范围,便不满足色差的要求。
一般来讲,两样品的色差与目视色差感觉的关系如下:
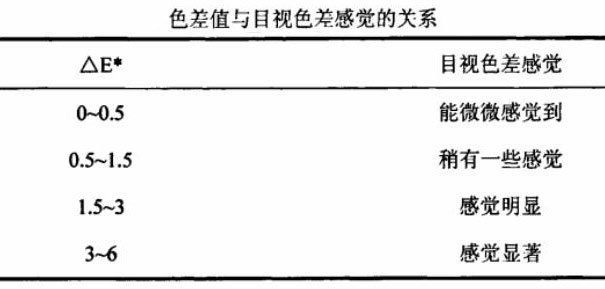
如果样品的色彩较饱和,两样品间如果有1.0的色差,一般人看不出它们的差别。
纺织色差评定标准:
色差的单位是NBS,即△E=1时称为1个NBS色差单位,用△E的绝对值表示颜色与视觉感受之间存在的色差程度。当0<△E≤1时,几乎感觉不到色差;当1<△E≤2时,色差感觉很小;当2<△E≤3.5时,色差感觉中等;3.5<△E≤6时,色差感觉明显;△E>6时,对色差感觉强烈。根据得到的色差结果分析纺织布品的颜色是否合格。
为了获得精确的纺织布品颜色,避免纺织布品存在色差问题而导致的大批量浪费,可以根据色差结果及时调整生产过程中的染料配比和压力辊的辊应力等参数,在染色过程中控制纺织布品颜色与标准样颜色的差异,使其达到可接受的色差范围,这不仅可以确保纺织布品的平均质量,还能实现稳定的色彩效果,达到对染色过程的控制。
郑重声明:本文版权归原作者所有,转载文章仅为传播更多信息之目的,如作者信息标记有误,请第一时间联系我们修改或删除,多谢。



